火车轮制造特点
车轮是动车组走行部的重要零件,其品质直接决定车轮的运行品质。目前我国的高铁车轮大量依靠进口,国内相关企业也在加紧研制,并取得相关成果。
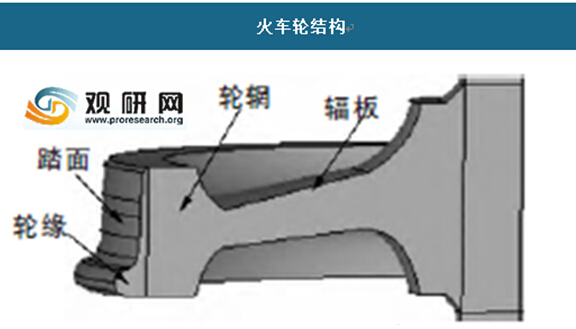
动车组车轮有多种型号及尺寸规格。按其结构分为整体轮和轮箍轮。整体轮按其材质又可分为辗钢轮,铸钢轮等。辗钢轮力学性能好,应用广泛;铸钢轮成本低廉,具有很好的发展前景和竞争力。轮箍轮是由轮箍、轮心、扣环组装而成,运营性能较差,已经很少使用了。
图:火车轮结构
铸钢车轮的生产工艺流程如下:原料—高炉冶炼—钢液出炉—石墨铸造—铸件清理—热处理、表面处理—机械加工—质检—成品出厂。
1.1石墨铸造
20世纪50年代,美国率先将石墨铸造工艺用于火车轮生产实践中。在上型石墨块的正中央加工了1个冒口,通过该冒口,使车轮踏面和轮缘部位与石墨直接接触,便于钢液充型。在浇冒口处设置了型芯、隔板式注孔砂芯和浮动砂芯。此外,在上型石墨块起抬侧的轮辋上表面沿圆周方向均匀开设6个的排气孔,以便加速排气。铸型型腔内附挂有砂衬,一方面能控制凝固过程;另一方面通过改变其形状,又可比较灵活地改变辐板的尺寸和形状。
1.2铸件后处理工艺
铸件经过缓冷,消除内部应力;清理铸件上的残砂和毛刺等;热处理,主要包括淬火和回火,改善车轮的硬度;表面处理,主要是喷丸处理,强化辐板和踏面的硬度;机械加工,最终达到产品的质量要求;最后一道工序是产品检验及出厂。
1.3铸钢车轮的特点
(1)石墨模具可以重复利用,通过调整模具中型砂量可以获得所需要的轮辋厚度。
(2)铸钢轮是由钢液在生产线上直接浇注成型,省去了铸锭、截断再加热、水压机成形、冲孔、轧制等诸多工艺,生产效率高、生产和管理成本较低。
(3)铸钢车轮辐板为深盆型结构,抗疲劳,抗热裂的性能好。
(4)铸钢轮在铸造过程中易产生杂质、缩孔等缺陷,因此,不能用于重载的场合,同时塑性和韧性较差。
2辗钢整体轮
辗钢整体轮:简称辗钢轮,是由钢锭或轮坯经加热辗轧而成,并经淬火热处理。辗钢车轮工艺流程如下:电炉炼钢→钢包精炼(真空除气)→浇铸圆锭→制坯→称重分类→加热→高压水除鳞→镦粗压痕→模锻初成形→冲孔→扩径轧制→压弯成形→等温处理→淬火前加热→轮辋淬火→回火处理→喷丸清理→机加工→预检验→无损检测→静平衡测试→喷丸强化→硬度测试→带尺检验→标记打印→涂装入库。
图:辗钢轮生产工艺
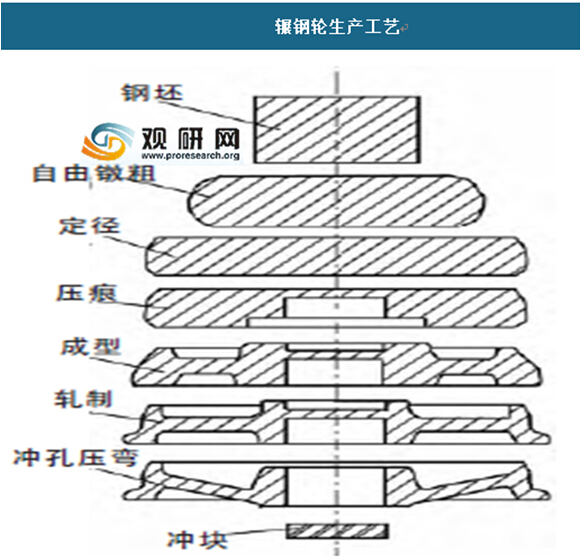
(1)金属冶炼→圆坯用切锭机床切割钢锭,切割后的钢锭通过环形加热炉加热,经高压水除鳞,去除材料表面氧化皮。
(2)镦粗、定径压痕钢坯加热后可以获得良好的塑性变形,然后在30MN水压机上镦粗压痕。由于镦粗后的坯料易变形,故需增加一个定径环镦粗工序,规整坯料外形。定径压痕的作用是分配金属的分布,防止成型时有过多的金属流向轮毂,该工序属于预成型。
(3)成型该工艺主要在80MN水压机上实现,专用模具有上成型模、下成型模、成型环、成型上芯棒、下活套、下芯棒。工艺要求控制成型坯辐板厚度,轮辋四周充型均匀,轮缘充型良好。
2.2轧机轧制
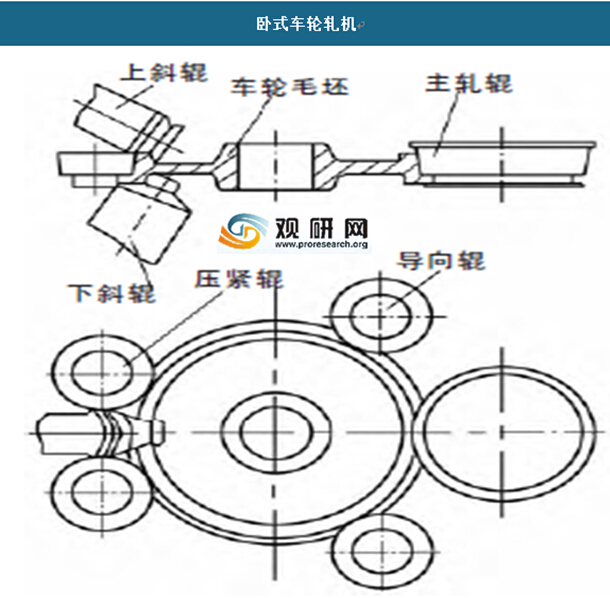
车轮毛坯模锻成型后其辐板厚度,轮辋厚度以及踏面和轮缘的外形是由车轮轧机控制的,目前常用有卧式车轮轧机和立式车轮轧机,每个轧辊都由独立的电机控制。工作过程如下:首先将车轮锻件对中安装,通过导向辊与其的摩擦力带动轮坯旋转;然后由电机分别驱动1个主轧辊和2个压紧辊同时靠近轮坯,通过调节主轧辊的水平位移来轧制轮辋的厚度;接着由电机驱动2个上、下斜辊靠近轮坯,通过调节两个斜辊的水平、上下位移来轧制辐板的厚度和轮辋的宽度;最后激光检测装置将检测到的轮坯实时直径数据反馈给系统,并传输出相应指令来驱动七辊联合作用,最终加工出符合要求的车轮外形。
图: 卧式车轮轧机
2.4辗钢轮的特点
(1)辗钢轮强度高、韧性好、自重轻、安全可靠,运用中不会发生轮箍松弛和崩裂故障,适应载重大和运行速度高的场合。
(2)维修费用较低,轮缘磨耗过限后可以堆焊,踏面磨耗后可以旋削,能多次旋削使用等优点。所以,它是我国铁路车辆上采用的主型车轮。但辗钢轮制造工艺复杂,设备投资大,踏面的耐磨性较差。
3各种化学成分对组织性能的影响
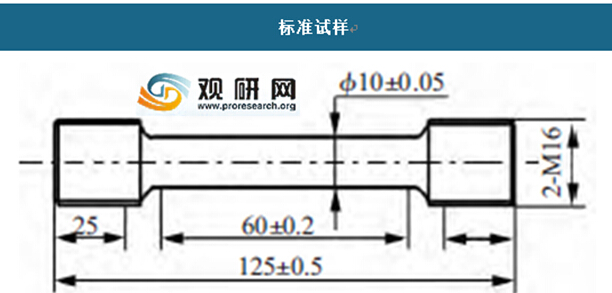
目前使用的火车轮大部分是用中高碳钢制造的,含碳量w(%)为0.45~0.80,较高的含碳量会提高材料的强度和硬度,但韧性下降,而贝氏体车轮钢含碳量少,组织性能良好,开始受到关注。对比铸钢轮与辗钢轮化学成分,发现C与Mn含量最高,超过0.5%;Si含量次之,S含量最少。为了测试不同化学元素含量对力学性能的影响,在车轮轮辋同一位置处(距踏面10mm)取若干组标准试样,在试验机上测试其力学性能。
图:标准试样
3.2S含量的影响
提高硫的含量,可改善车轮钢的切削性能及韧性,但是硫含量过度增加会导致MnS、CaS杂质增多,在电镜下观测到的杂质形貌形状不规则,在交变循环的轮轨接触应力作用下易破碎,从而在轮辋内部萌生裂纹,影响车轮使用寿命。鉴于此,硫含量一般少于0.04%。
3.3Mn含量的影响
(1)Mn是良好的脱氧剂和脱硫剂。钢中一般都含有一定量的锰,它能消除或减弱由于硫所引起的钢的热脆性,从而改善钢的热加工性能。
(2)Mn在钢中可以降低临界转变温度,细化珠光体晶粒,减小珠光体片层间距,提高珠光体钢的强度。当锰在钢中的含量为0.50%~0.80%时,珠光体片层间距较小,组织均匀。
3.4Si含量的影响
提高Si含量可以改善车轮抗剥离性能。同时硅能溶于铁素体和奥氏体中提高钢的硬度和强度,因此对于耐磨性要求较高的重载货车车轮钢,尽量提高Si含量,来减少材料的磨损。当Si含量在0.15%~0.35%时,综合性能较好。
4小结
(1)铸钢车轮加工工艺流程少,效率高,但由于铸造技术本身的缺陷使得铸钢车轮应用受到一定局限。
(2)辗钢车轮的塑性和韧性较好,车轮可以多次旋修来消除材料表面缺陷,可利用率高,目前是高铁动车组主要轮型,但是制造工艺复杂,成本高。
(3)不同化学元素对车轮钢的材料性能有不同影响,C影响材料的强度和韧性;S影响轮辋内部夹杂物的产生;Mn可以细化珠光体晶粒,改善材料的强度;Si可以提高材料的抗破坏能力;因此合理确定各种成分的含量,对提高车轮的使用寿命具有重要意义。





